
 BACK
BACK MT HOME
MT HOME Navbar
NavbarHow to choose a sheet metal bending die?
2022.05.19
Purpose:
Guide the bending personnel to choose the knife mold more reasonably, improve the service life of the knife mold, and reduce the abnormal loss of the knife mold
effect:
Shorten the selection time of bending die, improve production efficiency and reduce costs
Scope of application:
Sheet metal bending section
content:
1 The commonly used upper die for bending are: 88° straight knife (R1), 30° sharp knife/straight sharp knife (R1/R0.5), 88° curved knife (R1), 88° straight curved knife (R1/R0.5 ) and a flat die and a special upper die.
2 The commonly used lower dies for bending are: single/double V lower dies, the angles are 30° and 88°, V4, V6, V7, V8, V10, V12, V16, V25 (mm)
3 The selection of the bending die is generally based on the arrangement of the bending die sequence after the review of the drawings.
4 Select the top-to-die according to the angle:
4.1 When the processing angle is greater than or equal to 88º, the upper die with less than 88° can be selected (such as: straight knife, sharp knife/straight sharp knife, curved knife, straight curved knife, etc.).
4.2 When the processing angle is less than 88º, the upper die of 30° should be selected (eg: sharp knife/straight sharp knife).
4.3 When it is necessary to press the dead edge, a sharp knife/straight sharp knife should be used to fold it into an acute angle (usually 30º), and then use a flat die to flatten the dead edge.
4.4 When the thickness of the plate exceeds 3MM, the use of sharp/straight sharp knives should be avoided to prevent damage to the knives.
5 When the U shape needs to be processed according to the shape.
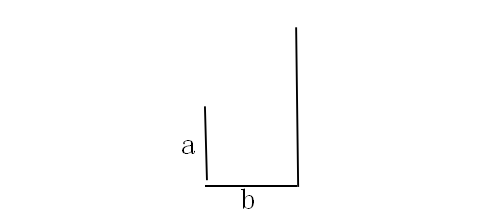
When b-a≧5mm, straight sharp knife, straight knife, straight machete and machete can be used.
When 1mm﹤b-a﹤5mm, straight machete and machete can be used.
When b-a<1mm, a machete can be used.
Note: 100mm﹥a, b﹥6mm are all internal dimensions.
When a Z shape needs to be machined, straight knives, pointed knives/straight pointed knives, straight curved knives, and curved knives are usually used.
6 die selection.
6.1 The size of the V-groove is usually selected with 6 times the thickness of the plate.
6.2 Select the lower die according to the angle: when the angle is greater than or equal to 88º, the lower die of 88º and 30º can be selected; when the angle is less than 88º, the lower die of 30º shall be selected (measure the effective height of the upper die: the upper die is stressed on the upper tool holder face-to-edge distance).
7 When splicing the upper and lower molds, the following points should be noted.
7.1 When selecting, do not mix molds with different heights, so as to avoid bad angles or even damage to the knife molds, resulting in industrial accidents.
7.2 When selecting the knife mold for the edge-covered door panel, the processing quality of the product and the ease of taking it should be considered. Generally, the gap between the two ends is 3-6mm (the "edge knife" must be considered when necessary).
7.3 Avoid using damaged molds to process products to avoid bad appearance. Check the straightness and flatness of the blade edge of the upper mold after installing the upper mold.
7.4 When avoiding the position, attention should be paid to the appearance quality problems such as imprinting and insufficient angle at the avoidance position.
8 Under abnormal circumstances, the mold is selected.
8.1 When pressing the line, the upper die should be a pressure-resistant sharp knife, the lower die should be flat and aligned, and the upper/lower die should have no steps.
8.2 When processing the U shape, when the inner size of the opening is smaller than 6MM, it is necessary to use a machete first, fold it into an opening larger than the size of the second knife, and then flatten it to ensure the size, or use a special mold to form it.
8.3 If there are clear requirements for the inner R fillet of the processed product, the matching R fillet upper die should be considered in the selection of the upper die. (For example, the inner R angle requires R0.3, R1, R4, R8 or R10. ).
8.4 When the thickness of 2.0 is to be folded by 6MM, the 88ºV8 lower die should be used. When the thickness of 3.0 is to be folded by 10MM, the 88ºV12 lower die should be used to prevent the workpiece from slipping due to the too small processing size, which cannot be processed.
8.5 When processing round steel, a special die must be selected and operated by a special person.
9 When selecting the upper/lower die, try to avoid splicing to prevent splicing and affecting the appearance of the product.
10 When proofing the upper/lower die, use a die greater than or equal to 300mm for proofreading. It is strictly forbidden to use a small spliced die or a die less than 300mm for proofreading. For die proofing over 1M, the difference in the length of the upper/lower die cannot be greater than 20%.
11 Before installing the die, be sure to check whether the limited travel of the machine tool is greater than the total height of the upper/lower die, so as to prevent damage to the die and cause work accidents.
12 Before proofing the die, check whether the die is locked, and check the locking degree of the die again after proofreading.
13 It is strictly forbidden to place the die that is not in use on the equipment to prevent the die from falling, damaging the die or hurting people.
13 After the die is used, it should be placed in the designated die holder in time and placed neatly.
14 It is strictly forbidden to install two different height dies on the equipment at the same time.
15 The tooling section must be regularly maintained and maintained and clearly marked.
Previous:13 steps in the design and manufacture of non-standard automation equipment
Next:Three common surface treatment processes for aluminum alloys make the product more textured!
Related Information
- Industry news
- The tap or drill bit breaks in the hole, how to fix it?
- Why do airplanes use rivets instead of welding?
- Why are engineering drawings all blueprints?
- How is a ping pong ball made? It turns out that it is made of two pieces of plas
- What to do if quality is abnormal? Doing these 3 things well is the key!
- Weekly News 9.7-9.13
- Huawei's three-fold screen is approaching, and the domestic supply chain is wait
- Innovative application of digital twin technology in integrated die-casting prod
- 5 types of carbide cutting tools, what are the differences? Save this article an
- Global manufacturing PMI in June was 49.5% | Weekly News 7.6-7.12
- Raw material defects | Machining special operations and practical cases 109
- No wonder Toyota stamping is so good: a day in the life of a Toyota stamping sho
- Analysis on the development trend and demand of China's mold industry
- How many types of sealing rings are there in machinery? What are they used for?
- Hangfa, Hangfa, a scar on the hearts of machine processing workers
- How to mill a large arc surface with a small cutter?
- Dynamics of the processing center of the process! What is the fundamental reason
- 500 ° C ultra -strong aluminum alloy! This problem is overcome
- How much do you know about the hometown of machine tools and molds, how much do