
 BACK
BACK MT HOME
MT HOME Navbar
NavbarRaw material defects | Machining special operations and practical cases 109
2024.07.04
Material: D6AC steel.
Failure background: A newly developed cylinder, the main process flow of the cylinder is: cutting → heating → punching → rough turning → heat treatment → fine turning. After fine turning, small cracks were found on the outer surface of the cylinder as shown in Figure 5-73.
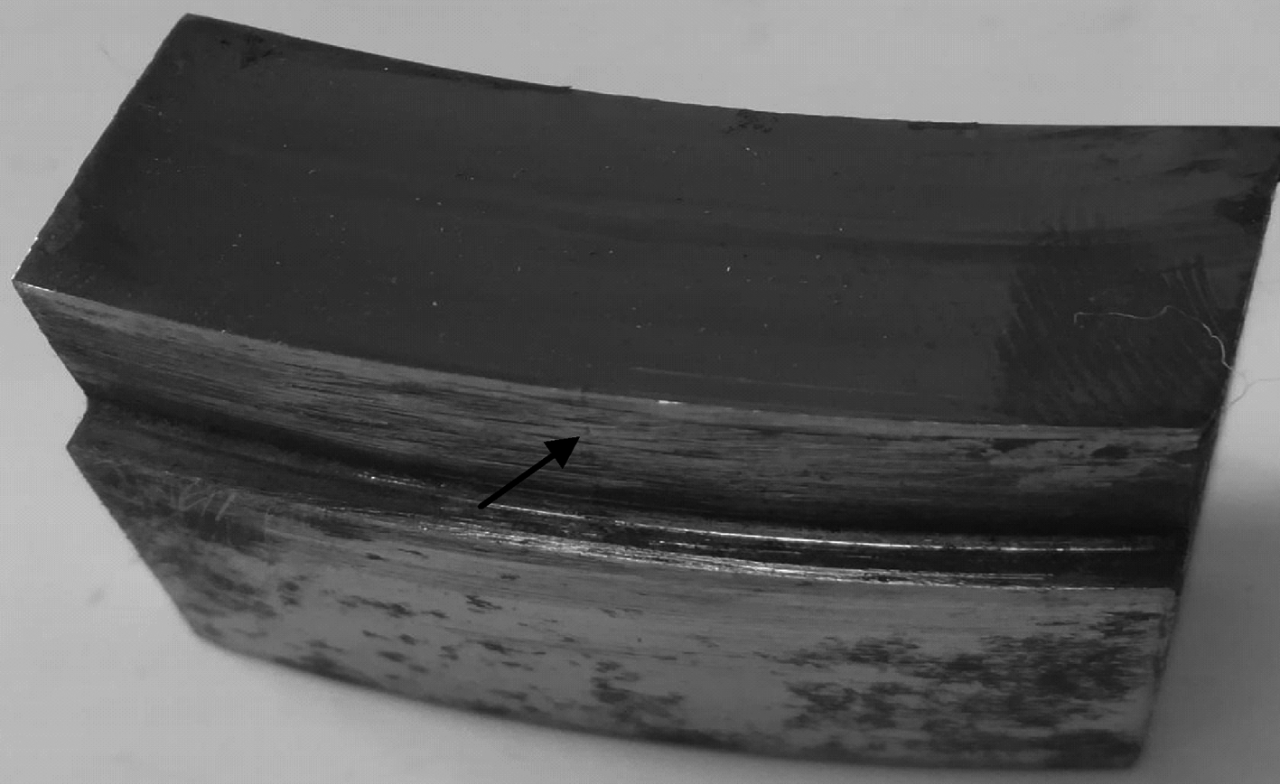
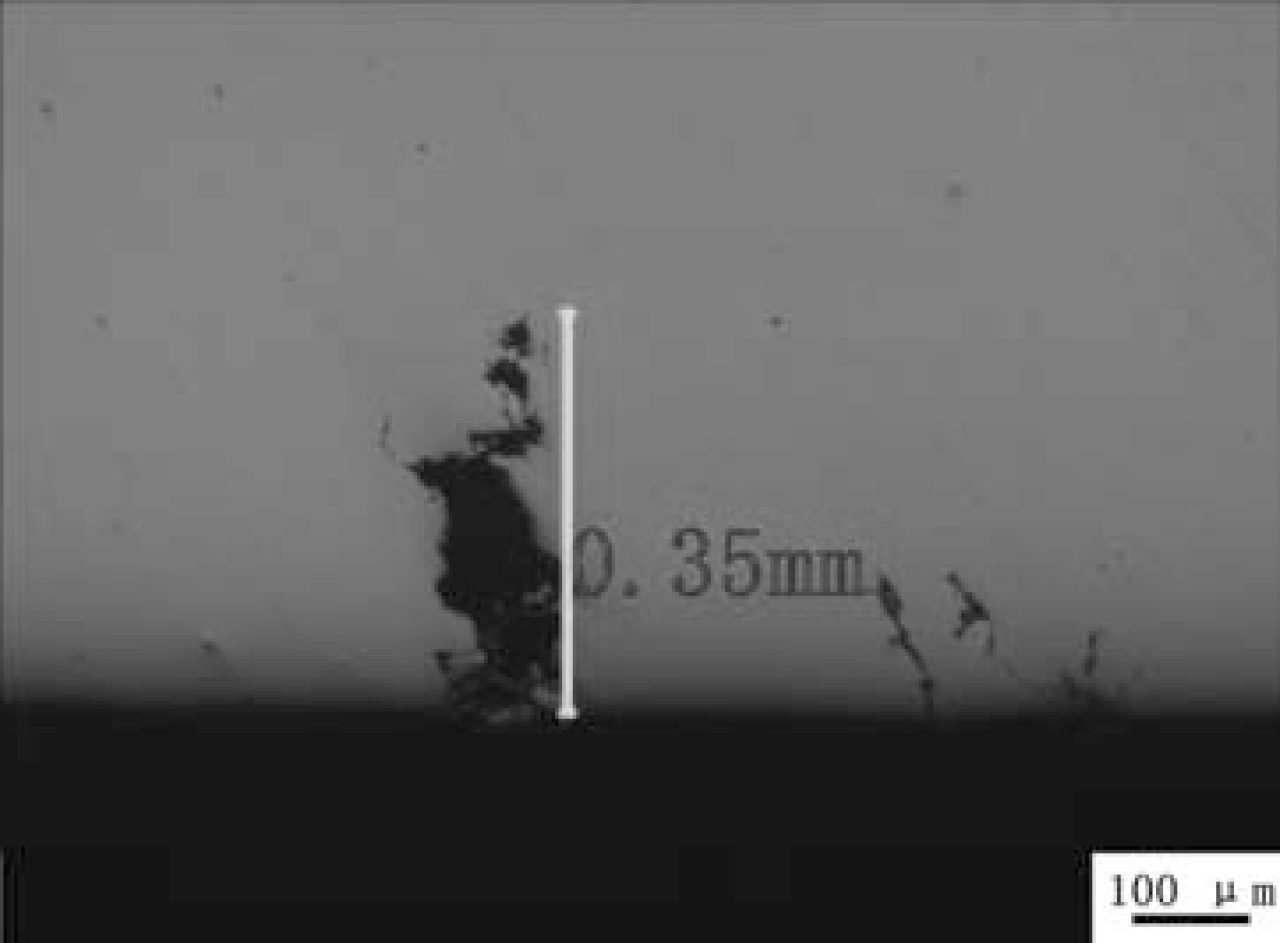
Figure 5-74 Microscopic image of crack
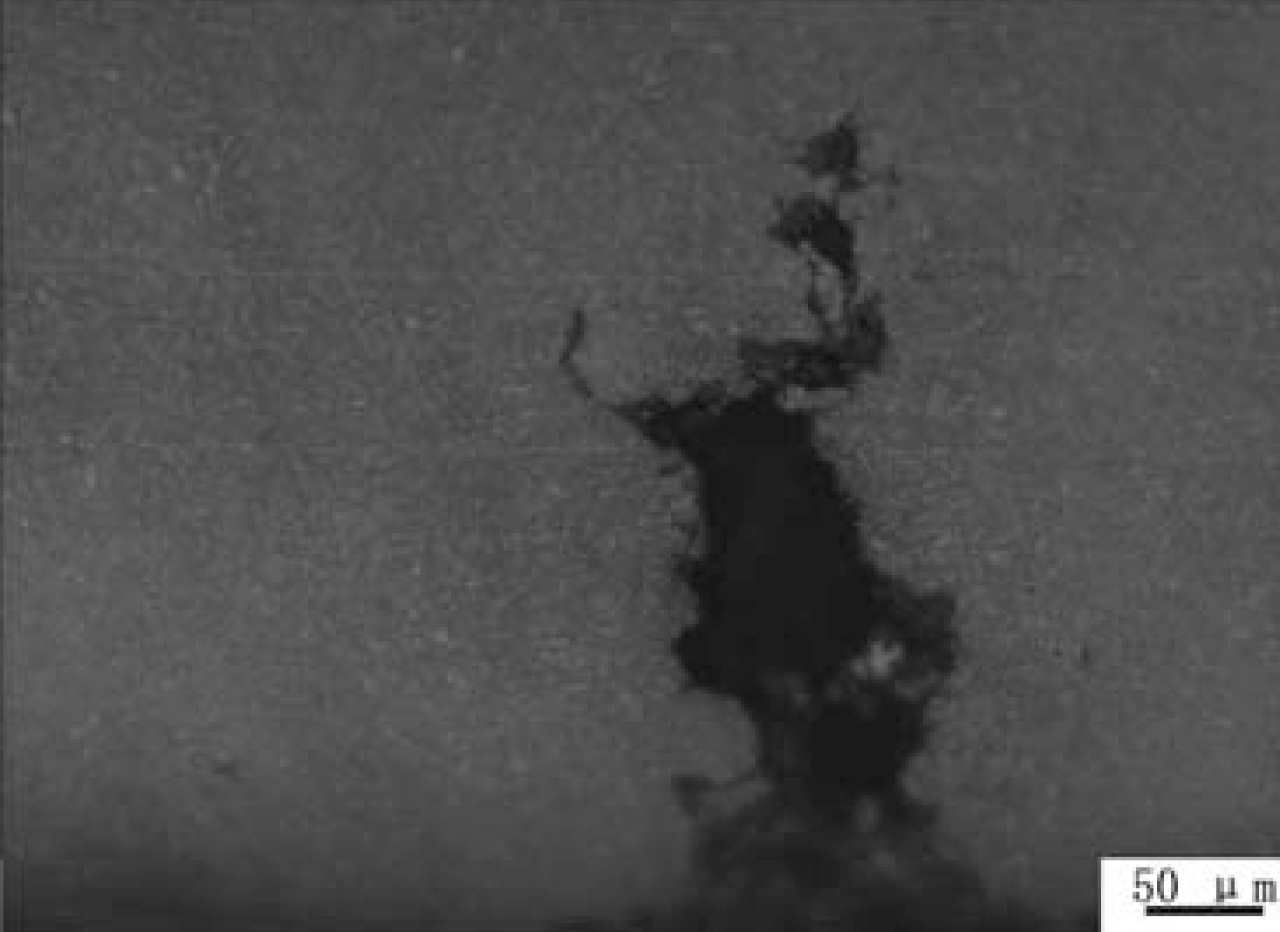
Figure 5-75 Crack microstructure
Cause analysis: From the failure characteristics, it can be seen that the cracks are hairline cracks. Hairline cracks are a kind of macroscopic defects in steel. They are caused by inclusions or bubbles, looseness, etc. in the steel being extended along the forging direction during the processing and deformation of the steel. They are linear defects among crack defects. Hairline cracks seriously endanger the mechanical properties of steel, especially fatigue strength.
Cause of failure: There are metallurgical defects in the steel, which cause hairline cracks on the outer surface of the cylinder.
Corrective measures: Increase the final carbon content to prevent the molten steel from being over-oxidized. Use bottom blowing of argon in the later stage of smelting to prevent the molten steel from absorbing nitrogen and reducing the sulfur content in the molten steel, so as to avoid the reaction of iron sulfide with iron to form hot brittle eutectic.
For inquiry and quotation of CNC custom service, please contact :
Phone /Wechat/Whatsapp: +86 13612776575
E-mail:sales03@dgmtwj.cn
Previous:Global manufacturing PMI in June was 49.5% | Weekly News 7.6-7.12
Next:No wonder Toyota stamping is so good: a day in the life of a Toyota stamping shop
Related Information
- Industry news
- The tap or drill bit breaks in the hole, how to fix it?
- Why do airplanes use rivets instead of welding?
- Why are engineering drawings all blueprints?
- How is a ping pong ball made? It turns out that it is made of two pieces of plas
- What to do if quality is abnormal? Doing these 3 things well is the key!
- Weekly News 9.7-9.13
- Huawei's three-fold screen is approaching, and the domestic supply chain is wait
- Innovative application of digital twin technology in integrated die-casting prod
- 5 types of carbide cutting tools, what are the differences? Save this article an
- Global manufacturing PMI in June was 49.5% | Weekly News 7.6-7.12
- Raw material defects | Machining special operations and practical cases 109
- No wonder Toyota stamping is so good: a day in the life of a Toyota stamping sho
- Analysis on the development trend and demand of China's mold industry
- How many types of sealing rings are there in machinery? What are they used for?
- Hangfa, Hangfa, a scar on the hearts of machine processing workers
- How to mill a large arc surface with a small cutter?
- Dynamics of the processing center of the process! What is the fundamental reason
- 500 ° C ultra -strong aluminum alloy! This problem is overcome
- How much do you know about the hometown of machine tools and molds, how much do