
 BACK
BACK MT HOME
MT HOME Navbar
NavbarHow to use a grooving knife to remove the threaded half buckle on the CNC machine
2021.06.25
At present, at home and abroad, the removal of threaded incomplete teeth generally adopts the method of chamfering at the thread entrance, manual removal, milling machine or other special devices. Among them, the chamfering method at the entrance is only to increase the thickness of the incomplete tooth by increasing the chamfer size or chamfer angle, which cannot completely solve the incomplete tooth. The manual removal efficiency and processing accuracy are low, and the removal method of the milling machine is required. The replacement of the machine tool increases the process and reduces the production efficiency. Aiming at the actual problem of thread removal in turning, here is a method of quickly removing incomplete thread teeth using standard grooving tools after thread turning on a CNC machine tool.
1. Ideas
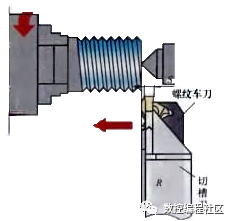
When using the turning method to process the thread, the movement relationship between the workpiece and the tool must be ensured, that is, every time the spindle rotates (the workpiece rotates), the tool moves evenly by a pitch (or lead). The formation of incomplete teeth is formed by the intersection of the tool path and the end face of the workpiece when the tool is advanced and retracted. If you want to completely remove the incomplete teeth, you must make the tool move along the spiral line of the thread completely synchronously with the spiral line of the thread. After removing the incomplete teeth of the thread, the tool is retracted in a parabolic manner. In order to realize this function, a general-purpose grooving tool is used to cut off the incomplete teeth of the thread by threading.
Use a CNC machine tool to machine the thread on the surface or the inner hole of the workpiece, and the incomplete teeth of the thread are located at the entry and exit positions of the thread during turning.
2.The method
In order to effectively remove the incomplete teeth of the thread, we must first determine whether the thread to be removed is located at the entrance or exit of the thread, and according to the tooth profile section of the thread, replace the tool of the CNC machine tool with a straight edge grooving tool of the corresponding size .
Secondly, according to the determined thread removal position, it is determined whether the feed point of the straight edge grooving cutter is located at the start point or the end point of the thread turning process. If you want to remove the incomplete teeth at the starting point of the thread, the feed point of the grooving tool should be at the starting point of the thread, the rotation direction of the machine spindle is the same as that of thread turning, and the cutting direction of the grooving tool is the same as that of thread turning. To remove the incomplete teeth at the end of the thread, the feed point of the grooving tool should be at the end of the thread. The rotation direction of the machine spindle is opposite to that of the turning thread. The cutting direction of the grooving tool should also be adjusted accordingly. The direction of the tool is opposite to that of thread turning. When cutting, the straight-edge grooving tool moves corresponding to the thread trajectory, and the radial cutting depth gradually decreases until the incomplete thread teeth are removed.
During the entire process of removing incomplete thread teeth, the straight-edge grooving tool for removing incomplete threaded teeth must enter along the thread's trajectory and perform cutting operations: and during the cutting operation, the trajectory of the straight-edge grooving knife is on the surface of the workpiece. The projection on it completely coincides with the helix of the thread. After the incomplete thread is removed, the straight-edged grooving cutter continues to move along the thread track, and simultaneously retracts along the thread axis and radial direction at the same time, so that the incomplete thread is removed.
3.Matters needing attention
(1) Selection of grooving tool: If the thread pitch value of the machined thread is P, the relationship with the width S of the selected groove cutter cutting part is S≥P. In view of the standard grooving tools generally have tip rounded corners, Therefore, the selected groove width S should be greater than the thread pitch value P, but it should not be too large to prevent cutting vibration due to the excessively long contact edge during the cutting process. Secondly, when choosing a grooving tool, you should pay attention to that the discharged chips should not be rolled to the thread tooth surface to protect the thread surface
(2) Selection of cutting parameters: In the process of removing incomplete teeth, the feed distance per revolution of the grooving tool is required to be the same as the thread pitch P, and the cutting edge of the tool will bear greater axial force, so the protection of the tool is the most A good method is to use the same parameters as in thread processing, that is, to use multi-path cutting in the whole process, and gradually reduce the depth of cut with the number of cuts
(3) Setting of the CNC program: Since the starting angle of the thread during thread turning is always the zero point of the C axis of the turning spindle, controlling the tool setting point of the thread turning tool and the grooving tool can change the turning process. Tool position, the simplest tool setting method is to set the thread turning tool and the grooving tool at the same position, and then offset the tool compensation value in the tool parameter table by half the pitch position in the opposite direction of the feed direction. as the picture shows. This can ensure that the z-direction feed position of the grooving tool and the thread turning tool are half pitch different, so that the tip positions of the grooving tool and the thread turning tool coincide. During the turning process, the reference point of the grooving tool is along the spiral of the minor diameter of the thread. The thread moves to remove the incomplete teeth of the thread.
Since the CNC machine tool has two types of thread ending mode settings, that is, when retracting the tool, the tool is retracted in the X single direction and the tool is retracted in the X and Z directions at the same time. If the existing tool retract mode is set to X, The tool is retracted in both directions at the same time. The programming of the program is the same as that of ordinary thread turning. The end point of the cutting thread is determined by the number of deductions of the thread. Generally, it is necessary to remove 1/3~1/2 of the pitch. When the finishing method of the CNC machine tool is the one-way retraction in the X direction, a taper thread must be programmed so that the tool continues to move in the direction of the helical line when retracting.
Previous:This precision company has only 13 people in 37 years! worth learning……
Next:What are the commonly used CNC programming software, which one do you use?
Related Information
- Industry news
- The tap or drill bit breaks in the hole, how to fix it?
- Why do airplanes use rivets instead of welding?
- Why are engineering drawings all blueprints?
- How is a ping pong ball made? It turns out that it is made of two pieces of plas
- What to do if quality is abnormal? Doing these 3 things well is the key!
- Weekly News 9.7-9.13
- Huawei's three-fold screen is approaching, and the domestic supply chain is wait
- Innovative application of digital twin technology in integrated die-casting prod
- 5 types of carbide cutting tools, what are the differences? Save this article an
- Global manufacturing PMI in June was 49.5% | Weekly News 7.6-7.12
- Raw material defects | Machining special operations and practical cases 109
- No wonder Toyota stamping is so good: a day in the life of a Toyota stamping sho
- Analysis on the development trend and demand of China's mold industry
- How many types of sealing rings are there in machinery? What are they used for?
- Hangfa, Hangfa, a scar on the hearts of machine processing workers
- How to mill a large arc surface with a small cutter?
- Dynamics of the processing center of the process! What is the fundamental reason
- 500 ° C ultra -strong aluminum alloy! This problem is overcome
- How much do you know about the hometown of machine tools and molds, how much do