 返回
返回 首页
首页 栏目
栏目深孔加工时的注意事项包括哪些?
2023.10.20
2、深孔加工切削液注意要点
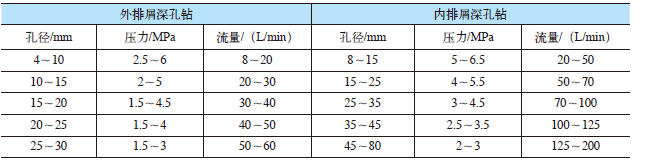
3、使用深孔钻注意事项
下一页:详析深孔钻头的类型和加工范围
相关信息
- 广东省机械加工行业的未来发展机遇与挑战
- 广东省机械加工行业的智能化转型趋势
- 广东省机械加工行业的人才培养与发展
- 广东省机械加工行业的环保举措
- 广东省机械加工行业的特色与优势
- 五金非标零件定制加工的质量检测流程
- 五金非标零件定制加工的成本构成与控制
- 五金非标零件定制加工的表面处理工艺
- 五金非标零件定制加工的精度控制
- 五金非标零件定制加工的材料选择要点
- 非标自动化定制加工:精度与创新的融合
- 非标自动化定制加工:成本控制与效率提升
- 非标自动化定制加工行业目前有哪些发展趋势?
- 非标自动化的最高境界
- 如何选择合适的非标自动化定制加工供应商?
- 如何评估非标自动化定制加工供应商的售后服务质量?
- 如何判断非标自动化定制加工供应商的技术支持能力是否能满足长期需求?...
- 供应商的技术支持响应速度对设备维护有哪些具体影响?
- 半导体设备零件定制:质量为本,铸就卓越
- 半导体设备零件定制:严守交期,制胜市场