The worm wheels are a special gear that is meshing with the worm and the tooth shape. The cutting processing of the worm teeth is generally completed with a rolling machine, mainly with two methods: teeth and flying knife cut teeth. Recently, some friends asked how the installation angle of the worm in the roller and the matters that need to be paid attention to. Today we will talk about this topic.

When manufacturing precision worm wheels, you can perform fine processing such as shaving, teeth, or teeth after you roll or cut your teeth.
Hobbing

Use a snail roller with the same parameter as the working worm, and cut the tooth shape according to the principle of the exhibition method. If the radial inlet is used, the roller and the workpiece will be rolled by the drive ratio of Z 2/Z 1 (Z 1 is the number of workers thread heads, Z 2 is the number of worm wheel teeth). The distance is equal to the central distance of the working worm and the worm wheel. When using the incoming feed method, in addition to ensuring that the knife is rotated, the machine tool must also have axial into the workbench of the machine tool at the same time to increase the corresponding additional rotation in order to achieve the exhibition movement. chain. Therefore, the processing accuracy of the processing method is generally not as good as the radial inlet, but the quality of the tooth surface is better and does not produce root cutting phenomena. The accuracy of rolling worm wheels can generally reach level 6-8 (JB162-60).
The rolling tooth of the precision worm needs to be carried out on a high -precision segmentation worm wheel roller machine. It can also be installed on the general -purpose teeth machine to install the formal device of the transmission chain of the transmission chain Can reach level 3.
Flying knife

The flying knife is equivalent to a knife tooth of the worm wheel. Flying knife can only adopt the method of cutting into the feet. On the teeth machine, the flying knife can be turned around the worm wheels to turn Z 1 teeth. The principle of the method is cut out of the correct tooth shape, and the accuracy can reach level 7-8. Flying knife manufacturing is simple, but the tooth is low in productivity, which is suitable for adopting in single -piece production and repair work.

Shave
The basic parameters of the worm shaving knife are the same as the working worm. The worm shaving of the worm is generally used to use the teeth machine, which can be used by the razor to shave freely. It can also be forced to shave the teeth under the control of the machine tool transmission.
Teeth and research teeth
After the worm wheels or flying knife, in order to improve the quality of the tooth surface and improve the contact between the worm wheel and the worm, the teeth can be carried on the teeth machine. The teeth tool is a polished worm worm -made of abrasive and plastic and resin mixture cast on the substrate. The grinding worm and abrasives and worm wheels made of cast iron when researching the teeth are developed.
The above is a different processing method of the worm wheels. Our topic today is: how to install the worm wheels when rolling the worm wheels, and what issues should be paid attention to when cutting:
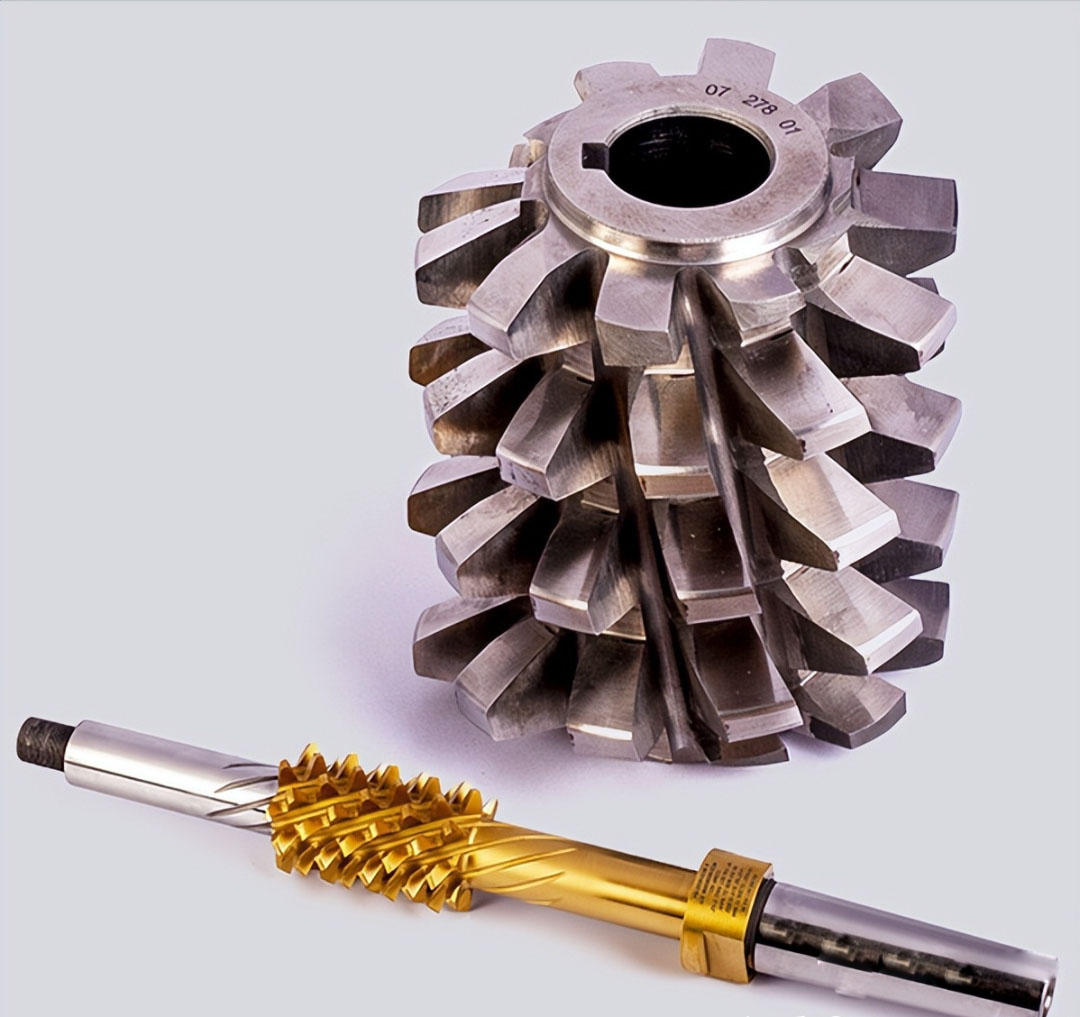
Roller
-
Ordinary snail roller
Usually when we process the worm wheels, the basic worm used for the standard worm wheels (hereinafter referred to as rolling knife) is in line with the working worm in the processing snail wheel. The direction and spiral lift, etc., are consistent with the fascinating worm, and when processing the worm, the processing center of the rolling knife is the same distance from the working center. In this way, the processing worm wheels can theoretically ensure the correct meshing with the worm.
When a normal roller roller, the rolling knife is in the working position of the worker, that is, the tool is a horizontal state, meshing with a orthogonal space with the worm wheels, and slowly cut from the radial to the inside. The snail roll is cut.
2. Add diameter snail roller (large outer diameter roller)
However, in actual production, the worm meshing effect of traditional rolling knife processing is often unsatisfactory, and it is difficult to meet the expected requirements of the transmission torque. The development and use of the additional worm wheel roller knife solves this problem. Here is a brief introduction to the characteristics, basic design principles and correct use methods of the increased snail roller knife.
The additional snail roller knife is designed with local contact theory. The diameter of the scaling of the knife is slightly larger than the division of the work worm (non -pair). This is theoretically not local contact, but "point contact". However, when loading, elastic deformation makes the point contact become a small local face contact, and the contact surface is oval, which meets the requirements of the meshing spots concentrated in the middle.
This kind of contact drive, on the one hand, overcomes the disadvantages of the short -term contact line due to the transient contact line of the line contact worm, which makes the lubricating performance poor, thereby improving the transmission efficiency of the wheel system; on the other hand The sensitivity of manufacturing and installation errors is reduced, thereby reducing the requirements of the paragraph and installation accuracy of the worm. The worm wheels are also allowed to have more heavy mills, which effectively extend the service life of the roller. In some occasions, the segmentation of the worm is too small, resulting in difficulty and difference in the strength of the rolling knife. After increasing the diameter, this problem can be solved, making the roller manufacturing possible.
3. Principles of the design principle of additional worm wheel roller knife
According to the principle of the spiral gear, the method of the basic snail of the roller is equal to the foundation of the working worm to the base section. After the increased diameter, the method of the basic snail of the knife is unchanged at the direction of the stress angle, which is the same as the working worm. The number of heads does not change.
Generally, the percentage of the division round is selected first, and the choice of increased diameter is usually based on the test and experience. Its size is correlated with the size of the worm wheels and the size of the contact area. Generally speaking, the large value is taken when the worm is single, and the small value is used when the bulls are long. Of course, it can also be calculated, but the calculation process is relatively complicated.
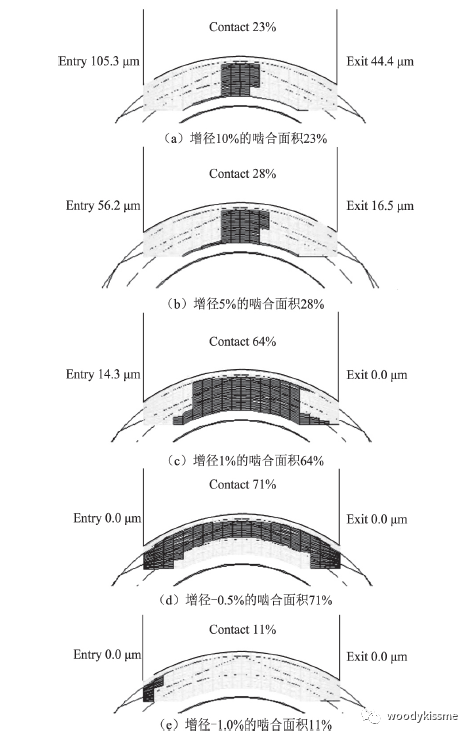
Increasing diameter and contact area area relationship
Generally speaking, the increased diameter can be large, and the increase of 20%can be increased according to experience. Calculate the increase in diameter according to this requirement.
Known: worm MX, αx (αn), D (R), λ, n (m are the modulus, α is the pressure angle, D is the diameter of the division, R is the radius, λ is the thread lift, n is the head head Number) and worm width B2. Those who include O -containing the icon of the symbol indicate the tool, and those who are not included in the bid to indicate the worker of the work;
Spiral angle of the worm: β = 90 °-λ
The increase in the radius of the roller knife is FR, and the roller festival radius of the rolling knife after the diameter is RO, then
RO = R+FR
cosβo = RCOS (β)/Ro
mxo = mxsinβ/sinβo
The center spacing increase when the corresponding teeth are rolled:
ΔA = FR
The installation angle of the roller: SA = β0-β
After the knife is grinded with a shield, the outer diameter of the roller is reduced, and the installation angle needs to be re -calculated. The general designed rolling knife considers the blade grinding problem. Therefore, on the basis of design, a added value ΔR (preparation amount, generally about 0.1m) at this time will be added at this time:
RO '= Ro+Δr
Do '= 2ro'
tanβo '= tan (βo) (RO+ΔR)/RO
λo '= 90 °-βO'
ΔA '= FR+Δr
At this time, the installation angle should be: SA '= β-βo'
4. The main differences between the increased snail roller and the ordinary knife
According to the above design principles, the number of modes of the increased rolling knife no longer equal to the modulus of the original worm, but the modulus slightly smaller than the original worm; the threaded angle is also different from the original value.
5. How to use a snail rolling knife in diameter
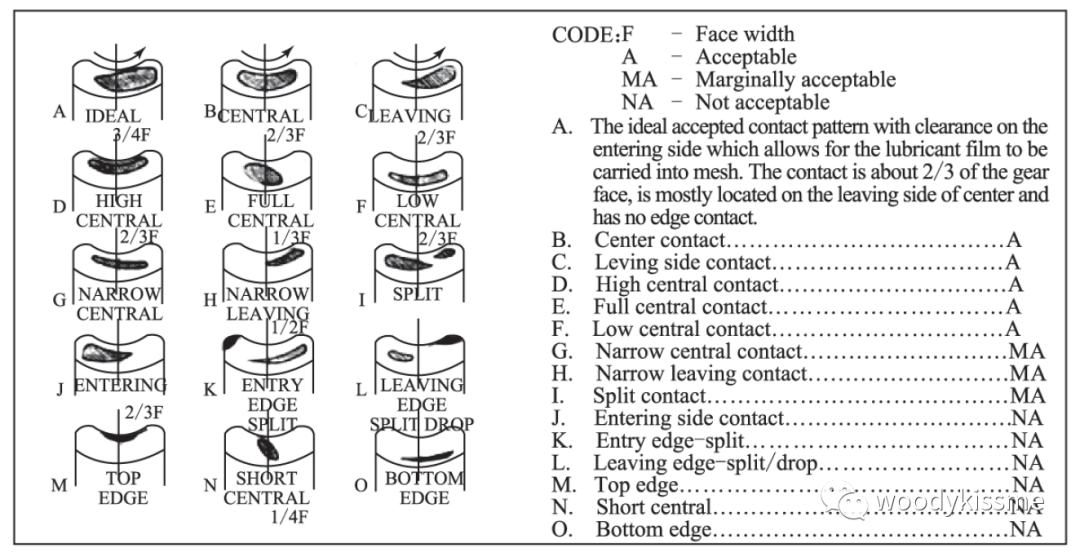
Since the threaded angle of the snail rolling knife in the diameter is no longer equal to the threaded corner of the working worm, the knife is no longer horizontal when processing the worm wheels, but to pull a small amount of installation angle (pay attention to the direction). The center distance of the teeth is not equal to the distance of the assembly center, but is slightly greater than the center distance of the assembly. After the knife is grinded, the diameter changes, and the parameters change, which causes the above items to change at each teeth. Therefore, when using the additional diameter to process the worm wheels, the first worm wheel must be tested. According to the situation of the contact spots, then fine -tune the installation angle of the roller to ensure that the contact spots of the worm wheels can be officially processed in the middle of the worm wheel to achieve the expected effect.
In order to ensure that the snail wheel spiral angle of the increased rolling knife meets the requirements of the drawing, when installing the increased diameter, the roller knife rack must be turned to a angle. As for how these process parameters change, general knives supply manufacturers will provide a parameter adjustment table.
Note: (1) The outer diameter value of the roller needs to be measured after the blade is grinded.
(2) Ensure the correct installation angle and central distance.
(3) Observe the meshing spots and adjust the installation angle in time.

