First of all, we need to understand the state of the NC system operation
1. Mode information, the most basic is the coordinate system, G90; G54 is generally used by default to use the first coordinate system
2, tool number, knife length modal information,
3, interrupt position, or knife number
If this information, some machine tools will be reset if the modal information is reset after the reset is pressed, so if you stop before stop
Case 1 Volkswagen usage
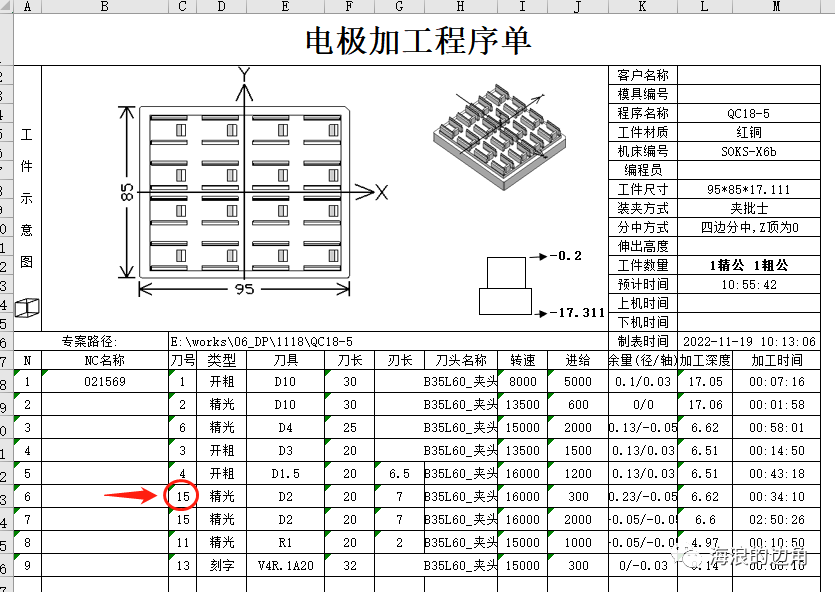
We have a knife wear/broken knife here when we process it to T15. We need to replace the tool and return to the T15 knife number to continue processing
Use this software to open the NC program picture , this software has a download connection in my public account
, this software has a download connection in my public account
Open Program-> Search T15
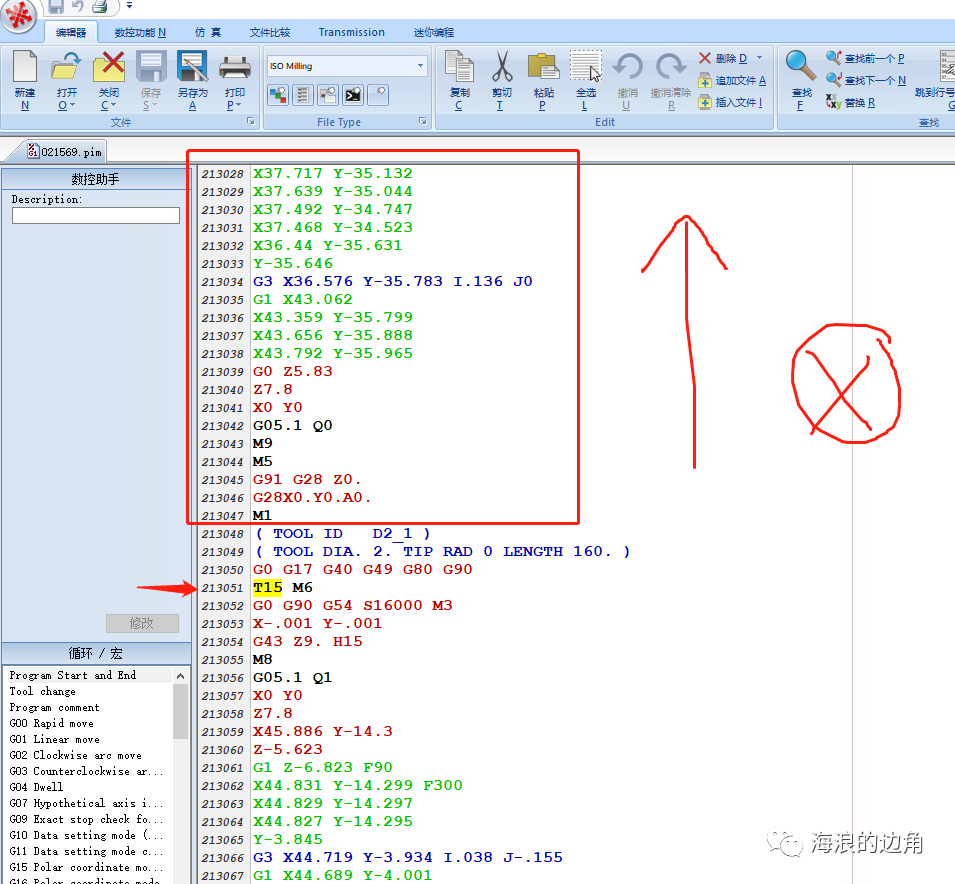
Delete all above the box and keep T15M6. Here is the start of the line
You also need to observe the procedures for the following lines to activate modular information. If you do n’t need to add it yourself, there will be risk of crash !!!
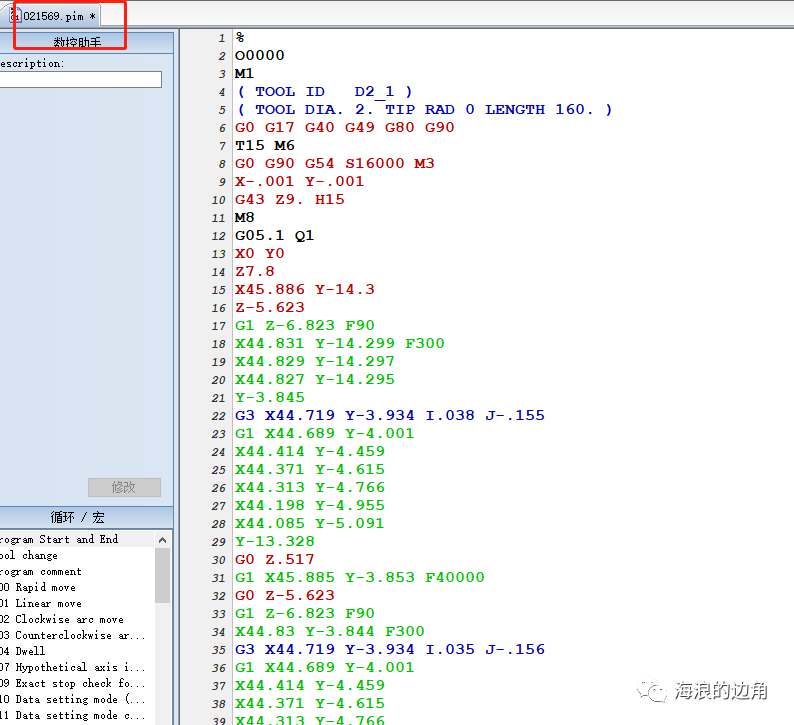
Let me explain the program header: G0 G90 G54 S16000 m3
Here G90 selects the absolute value processing mode, G54 selects workpieces coordinates,
G43Z9.H15
Here G43 startup knife length 15 compensation Z axis move to Z9.0
The following is the deleted program
After the program is deleted, you must simulation, and you must start slowly on the machine tool.
Example 2 uses the GOTO program jump function. This is a high -level function. Some low -operated machines may not have this function.
Interrupt position plus N100 (100 is a custom value)
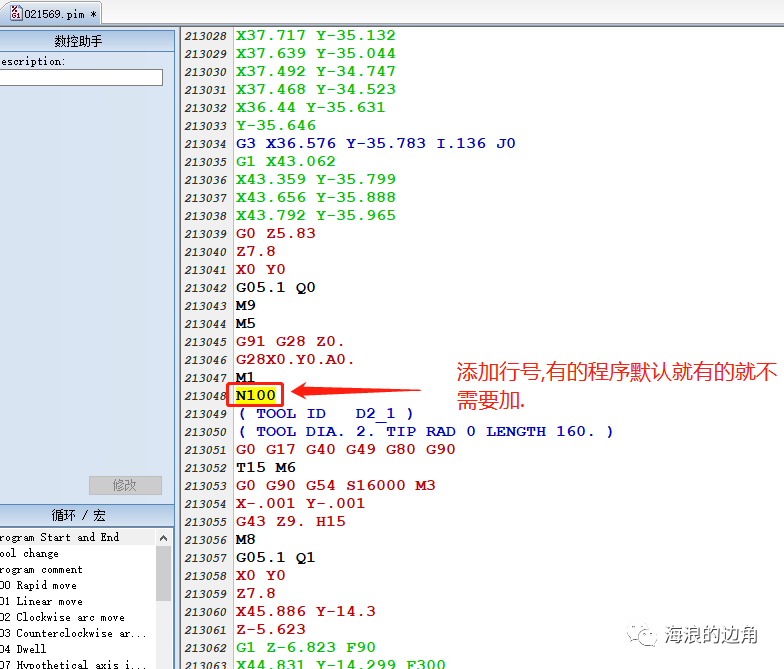
The program starts to add GOTO 100
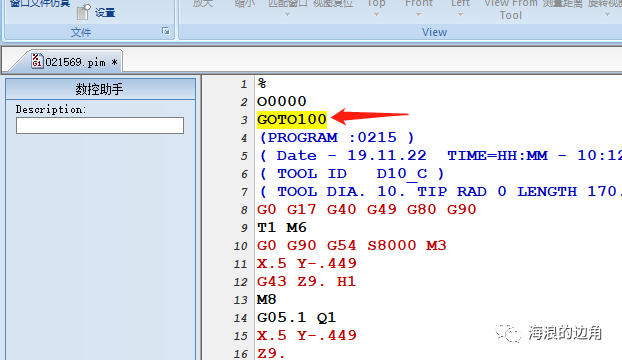
This is fine, convenient and simple, you need to wait for a period of time when starting the program. The system needs to be calculated
The above two methods can generally solve the problem. It is still more complicated to share with you.

