Drilling is the only method (machining) for machining holes from solids. The tools used are mainly fried dough twist drills, as well as flat drills, deep hole drills, center drills, group drills, etc.
The machining accuracy is IT13 ~ IT10, Ra=20 ~ 10 μ m.
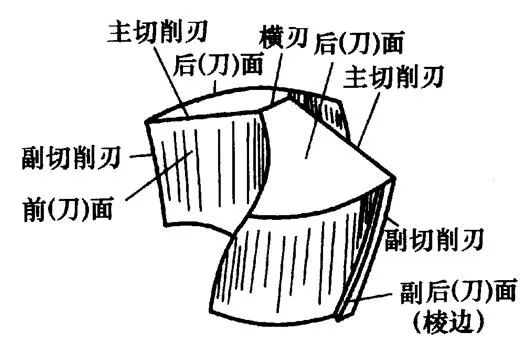
1.Structure of drill bit
The coordinate planes of each reference coordinate system of turning tool angle can be used on drill bits.
Front face: spiral face of spiral groove
Main cutting edge: two intersecting lines between the main rear cutter face and the spiral groove
Auxiliary cutting edge: two intersecting lines of edge and spiral groove
Horizontal edge: the intersection line of two rear tool faces at the drill center
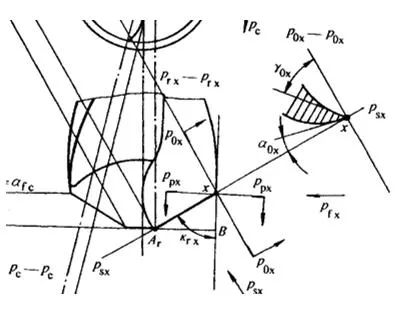
In addition, due to the particularity of the bit structure, three measuring planes are specified, namely
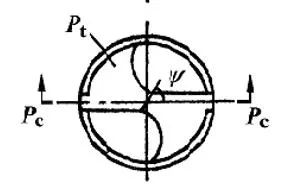
End plane: the projection plane of the end face perpendicular to the drill axis. (Pt)
Mid section: the plane passing through the drill axis and parallel to the two main cutting edges. (Pc)
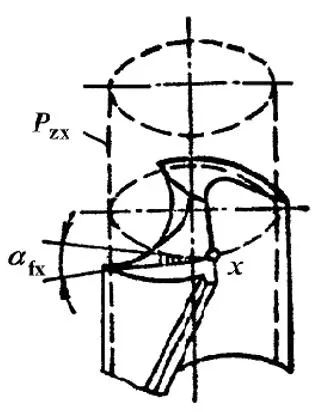
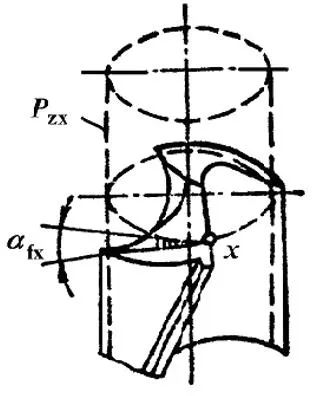
Column section: the cylindrical surface formed by making a straight line parallel to the drill axis through a selected point on the main cutting edge, and the straight line rotates around the drill axis. (Pz)
2. Angle of drill bit
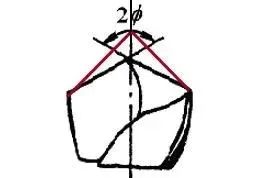
(1) Apex angle
The included angle of two main cutting edges in the projection of the middle plane
Decreasing the apex angle can increase the cutting edge length, reduce the load on the cutting edge per unit length, reduce the axial force, improve the axial stability of the drill bit, and improve the tool tip strength and heat dissipation conditions. However, if the tip angle is too small, the strength of the drill point will be reduced, the chip will curl seriously, and the torque will increase, which is not conducive to chip removal.
The top angle of standard fried dough twist drill is 20=116 °~118 °.
(2) Posterior horn
The back angle of the drill bit is the included angle between the back tool face and the end plane measured in the cylindrical surface through a selected point x on the main cutting edge
The back angle of a standard fried dough twist drill increases from 8~14 to 20 °~27 ° from the outer edge to the center. The back angle of the cutting edge refers to the back angle of the outermost edge of the cutting edge. For a large diameter drill, take a smaller value, and for a small diameter drill, take a larger value.
(3) Transverse edge bevel
The oblique angle of the transverse edge is the angle between the transverse edge and the middle plane measured in the end plane. After the back corner of the fried dough twist drill is grinded, the oblique angle of the horizontal edge will naturally form. 50 °~55 ° for standard fried dough twist drill
(4) Anterior horn
Since the rake face is helical, the rake angle on the main cutting edge varies from 30 ° to - 30 ° from the outer edge of the drill to the drill core