 返回
返回 首页
首页 栏目
栏目关于机械加工中镗孔加工的小常识(二)
2023.11.02
在机械加工中,孔的加工方法有钻孔、扩孔、铰孔、镗孔、拉孔、磨孔、孔的光整加工等。今天就为大家介绍镗孔的相关知识供大家参考。
与一般镗孔相比,金刚镗的特点是背吃刀量小,进给量小,切削速度高,它可以获得很高的加工精度(IT7~IT6)和很光洁的表面(Ra为0.4~0.05μm)。金刚镗最初用金刚石镗刀加工,现在普遍采用硬质合金、CBN和人造金刚石刀具加工。主要用于加工有色金属工件,也可用于加工铸铁件和钢件。
金刚镗常用的切削用量为:
背吃刀量预镗为0.2~0.6mm;
终镗为0.1mm ;
进给量为0.01~0.14mm/r ;
切削速度加工铸铁时为100~250m/min ;
加工钢时为150~300m/min ;
加工有色金属时为300~2000m/min;
为了保证金刚镗能达到较高的加工精度和表面质量,所用机床(金刚镗床)须具有较高的几何精度和刚度,机床主轴支承常用精密的角接触球轴承或静压滑动轴承,高速旋转零件须经精确平衡;此外,进给机构的运动必须十分平稳,保证工作台能做平稳低速进给运动。
金刚镗的加工质量好,生产效率高,在大批大量生产中被广泛用于精密孔的最终加工,如发动机气缸孔、活塞销孔、机床主轴箱上的主轴孔等。但须引起注意的是:用金刚镗加工黑色金属制品时,只能使用硬质合金和CBN制作的镗刀,不能使用金刚石制作的镗刀,因金刚石中的碳原子与铁族元素的亲和力大,刀具寿命低。
镗刀可分为单刃镗刀和双刃镗刀。单刃镗刀(如图)的结构与车刀类似,只有一个主切削刃。用单刃镗刀镗孔时,孔的尺寸是由操作者调整镗刀头位置保证的。
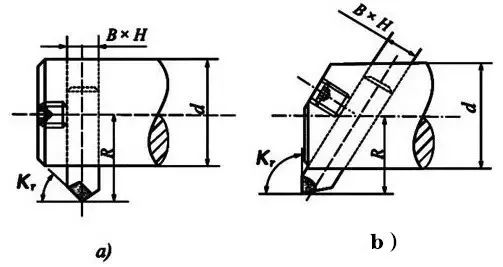
单刃镗刀
a)通孔单刃镗刀 b)盲孔单刃镗刀
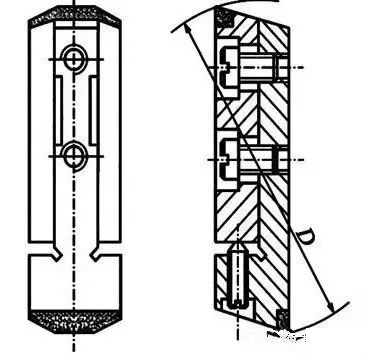
双刃镗刀有两个对称的切削刃,相当于两把对称安装的车刀同时参加切削;孔的尺寸精度靠镗刀本身的尺寸保证。图所示的浮动镗刀是双刃镗刀的一种,镗刀片插在镗杆的槽中,依靠作用在两个切削刃上的背向力自动平衡其位置,可消除因镗刀安装误差或镗杆偏摆引起的误差;但它与铰孔相似,只能保证尺寸精度,不能校正铰孔前孔轴线的位置误差。
上一页 :关于机械加工中镗孔加工的小常识(三)
相关信息
- 广东省机械加工行业的未来发展机遇与挑战
- 广东省机械加工行业的智能化转型趋势
- 广东省机械加工行业的人才培养与发展
- 广东省机械加工行业的环保举措
- 广东省机械加工行业的特色与优势
- 五金非标零件定制加工的质量检测流程
- 五金非标零件定制加工的成本构成与控制
- 五金非标零件定制加工的表面处理工艺
- 五金非标零件定制加工的精度控制
- 五金非标零件定制加工的材料选择要点
- 非标自动化定制加工:精度与创新的融合
- 非标自动化定制加工:成本控制与效率提升
- 非标自动化定制加工行业目前有哪些发展趋势?
- 非标自动化的最高境界
- 如何选择合适的非标自动化定制加工供应商?
- 如何评估非标自动化定制加工供应商的售后服务质量?
- 如何判断非标自动化定制加工供应商的技术支持能力是否能满足长期需求?...
- 供应商的技术支持响应速度对设备维护有哪些具体影响?
- 半导体设备零件定制:质量为本,铸就卓越
- 半导体设备零件定制:严守交期,制胜市场