EN| 收藏夹 mingte@dgmtwj.cn 在线留言 网站地图 您好,欢迎光临东莞市明特五金机械有限公司!
东莞市明特五金机械有限公司 近20年专业精密机械零部件制造
13380165063

13380165063
联系人:林先生
手 机:133 8016 5063(微信同号)
电 话:0769-8838 8276
0769-8838 3617
邮 箱:mingte@dgmtwj.cn
地 址:东莞市道滘镇昌平新兴路1号
百代工业园二栋

扫码进入网店
在机械加工中,孔的加工方法有钻孔、扩孔、铰孔、镗孔、拉孔、磨孔、孔的光整加工等。在前几篇文章中明特机加小编陆续为大家介绍了一些关于孔加工的知识,今天为各位带来珩磨的相关知识供大家参考。
珩磨是利用带有磨条(油石)的珩磨头对孔进行光整加工的方法。珩磨时,工件固定不动,珩磨头由机床主轴带动旋转并作往复直线运动。珩磨加工中,磨条以一定压力作用于工件表面,从工件表面上切除一层极薄的材料,其切削轨迹是交叉的网纹。为使砂条磨粒的运动轨迹不重复,珩磨头回转运动的每分钟转数与珩磨头每分钟往复行程数应互成质数。
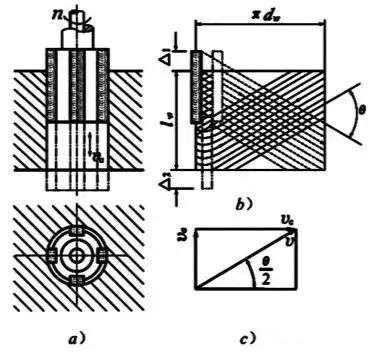
珩磨原理
a)成形运动 b)砂条磨削轨迹展开图 c)合成速度
珩磨轨迹的交叉角与珩磨头的往复速度及圆周速度有关, 角的大小影响珩磨的加工质量及效率。为了便于排出破碎的磨粒和切屑,降低切削温度,提高加工质量,珩磨时应使用充足的切削液。
为使被加工孔壁都能得到均匀的加工,砂条的行程在孔的两端都要超出一段越程量。为保证珩磨余量均匀,减少机床主轴回转误差对加工精度的影响,珩磨头和机床主轴之间大都采用浮动连接。珩磨头磨条的径向伸缩调整有手动、气动和液压等多种结构形式。
珩磨工艺特点及应用范围
①珩磨能获得较高的尺寸精度和形状精度,加工精度为IT7~IT6级,孔的圆度和圆柱度误差可控制在3~5μm的范围之内,但珩磨不能提高被加工孔的位置精度。
②珩磨能获得较高的表面质量,表面粗糙度Ra为0.2~0.025μm,表层金属的变质缺陷层深度极微(2.5~25μm)。
③与磨削速度相比,珩磨头的圆周速度虽不高(Vc=16~60m/min),但由于砂条与工件的接触面积大往复速度相对较高(Va=8~20m/min),所以珩磨仍有较高的生产率。
珩磨在大批大量机械零件加工生产中广泛用于发动机缸孔及各种液压装置中精密孔的加工,并可加工长径比大于10的深孔。但珩磨不适用于加工塑性较大的有色金属工件上的孔,也不能加工带键槽的孔、花键孔等。
