EN| 收藏夹 mingte@dgmtwj.cn 在线留言 网站地图 您好,欢迎光临东莞市明特五金机械有限公司!
东莞市明特五金机械有限公司 近20年专业精密机械零部件制造
13380165063

13380165063
联系人:林先生
手 机:133 8016 5063(微信同号)
电 话:0769-8838 8276
0769-8838 3617
邮 箱:mingte@dgmtwj.cn
地 址:东莞市道滘镇昌平新兴路1号
百代工业园二栋

扫码进入网店
在机械加工中,孔的加工方法有钻孔、扩孔、铰孔、镗孔、拉孔、磨孔、孔的光整加工等。今天就为大家介绍镗孔的相关知识供大家参考。
与一般镗孔相比,金刚镗的特点是背吃刀量小,进给量小,切削速度高,它可以获得很高的加工精度(IT7~IT6)和很光洁的表面(Ra为0.4~0.05μm)。金刚镗最初用金刚石镗刀加工,现在普遍采用硬质合金、CBN和人造金刚石刀具加工。主要用于加工有色金属工件,也可用于加工铸铁件和钢件。
金刚镗常用的切削用量为:
背吃刀量预镗为0.2~0.6mm;
终镗为0.1mm ;
进给量为0.01~0.14mm/r ;
切削速度加工铸铁时为100~250m/min ;
加工钢时为150~300m/min ;
加工有色金属时为300~2000m/min;
为了保证金刚镗能达到较高的加工精度和表面质量,所用机床(金刚镗床)须具有较高的几何精度和刚度,机床主轴支承常用精密的角接触球轴承或静压滑动轴承,高速旋转零件须经精确平衡;此外,进给机构的运动必须十分平稳,保证工作台能做平稳低速进给运动。
金刚镗的加工质量好,生产效率高,在大批大量生产中被广泛用于精密孔的最终加工,如发动机气缸孔、活塞销孔、机床主轴箱上的主轴孔等。但须引起注意的是:用金刚镗加工黑色金属制品时,只能使用硬质合金和CBN制作的镗刀,不能使用金刚石制作的镗刀,因金刚石中的碳原子与铁族元素的亲和力大,刀具寿命低。
镗刀可分为单刃镗刀和双刃镗刀。单刃镗刀(如图)的结构与车刀类似,只有一个主切削刃。用单刃镗刀镗孔时,孔的尺寸是由操作者调整镗刀头位置保证的。
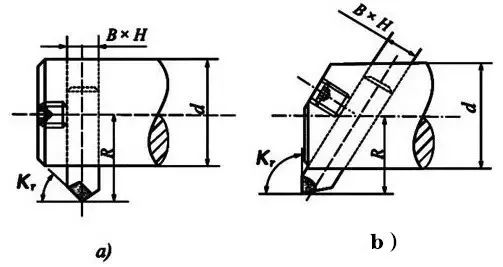
单刃镗刀
a)通孔单刃镗刀 b)盲孔单刃镗刀
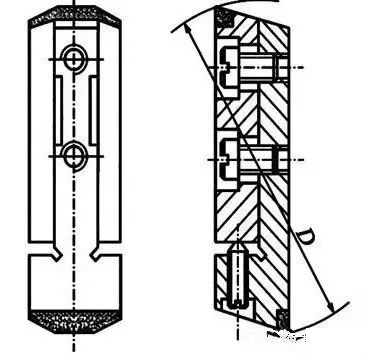
双刃镗刀有两个对称的切削刃,相当于两把对称安装的车刀同时参加切削;孔的尺寸精度靠镗刀本身的尺寸保证。图所示的浮动镗刀是双刃镗刀的一种,镗刀片插在镗杆的槽中,依靠作用在两个切削刃上的背向力自动平衡其位置,可消除因镗刀安装误差或镗杆偏摆引起的误差;但它与铰孔相似,只能保证尺寸精度,不能校正铰孔前孔轴线的位置误差。