EN| 收藏夹 mingte@dgmtwj.cn 在线留言 网站地图 您好,欢迎光临东莞市明特五金机械有限公司!
东莞市明特五金机械有限公司 近20年专业精密机械零部件制造
13380165063

13380165063
联系人:林先生
手 机:133 8016 5063(微信同号)
电 话:0769-8838 8276
0769-8838 3617
邮 箱:mingte@dgmtwj.cn
地 址:东莞市道滘镇昌平新兴路1号
百代工业园二栋

扫码进入网店
在机械加工中,孔的加工方法有钻孔、扩孔、铰孔、镗孔、拉孔、磨孔、孔的光整加工等。前两篇明特机加小编为大家介绍了钻孔和扩孔的常识,今天就为大家介绍铰孔的相关知识供大家参考。
铰孔是孔的精加工方法之一,在生产中应用很广。对于较小的孔,相对于内圆磨削及精镗而言,铰孔是一种较为经济实用的加工方法。
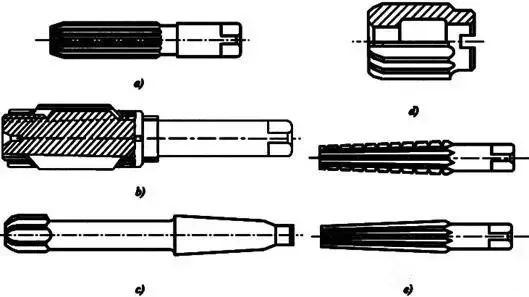
铰刀一般分为手用铰刀及机用铰刀两种。手用铰刀柄部为直柄,工作部分较长,导向作用较好。手用铰刀又分为整体式(图a)和外径可调整式(图b)两种。
机用铰刀可分为带柄的(图c,φ1~20mm为直柄,φ10~32为锥柄)和套式的(图d)。铰刀不仅可加工圆形孔,也可用锥度铰刀加工锥孔(图e)。
铰孔余量对铰孔质量的影响很大,余量太大,铰刀的负荷大,切削刃很快被磨钝,不易获得光洁的加工表面,尺寸公差也不易保证;余量太小,不能去掉上工序留下的刀痕,自然也就没有改善孔加工质量的作用。一般粗铰余量取为0.35~0.15mm,精铰取0.15~0.05mm。
为避免产生积屑,铰孔通常采用较低的切削速度(高速钢铰刀加工钢和铸铁时,v<8m/min)进行加工。进给量的取值与被加工孔径有关,孔径越大,进给量取值越大,高速钢铰刀加工钢和铸铁时进给量常取为0.3~1mm/r。
铰孔时必须用适当的切削液进行冷却、润滑和清洗,以防止产生积屑并及时清除切屑。与磨孔和镗孔相比,铰孔生产率高,容易保证孔的精度;但铰孔不能校正孔轴线的位置误差,孔的位置精度应由前工序保证。铰孔不宜加工阶梯孔和盲孔。
铰孔尺寸精度一般为 IT9~IT7级,表面粗糙度Ra一般为3.2~0.8,μm。对于中等尺寸、精度要求较高的孔(例如IT7级精度孔),钻—扩—铰工艺是生产中常用的典型加工方案。
