EN| 收藏夹 mingte@dgmtwj.cn 在线留言 网站地图 您好,欢迎光临东莞市明特五金机械有限公司!
东莞市明特五金机械有限公司 近20年专业精密机械零部件制造
13380165063

13380165063
联系人:林先生
手 机:133 8016 5063(微信同号)
电 话:0769-8838 8276
0769-8838 3617
邮 箱:mingte@dgmtwj.cn
地 址:东莞市道滘镇昌平新兴路1号
百代工业园二栋

扫码进入网店
孔是箱体、支架、套筒、环、盘类零件上的重要表面,也是机械加工中经常遇到的表面。在加工精度和表面粗糙度要求相同的情况下,加工孔比加工外圆面困难,生产率低,成本高。造成此类现象包含以下几种因素:孔加工所用刀具的尺寸受被加工孔尺寸的限制,刚性差,容易产生弯曲变形和振动;用定尺寸刀具加工孔时,孔加工的尺寸往往直接取决于刀具的相应尺寸,刀具的制造误差和磨损将直接影响孔的加工精度;加工孔时,切削区在工件内部,排屑及散热条件差,加工精度和表面质量都不易控制。
在机械加工中,孔的加工方法有钻孔、扩孔、铰孔、镗孔、拉孔、磨孔、孔的光整加工等。今天就为大家介绍钻孔的相关知识供大家参考。
钻孔是在实心材料上加工孔的第一道工序,钻孔直径一般小于80mm 。
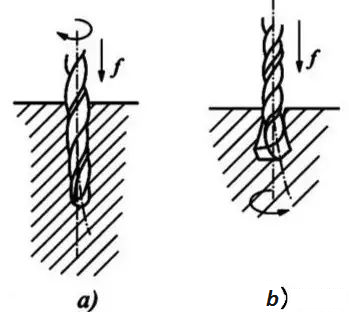
一,钻孔主要包括两种加工方式
a)钻头旋转 b)工件旋转
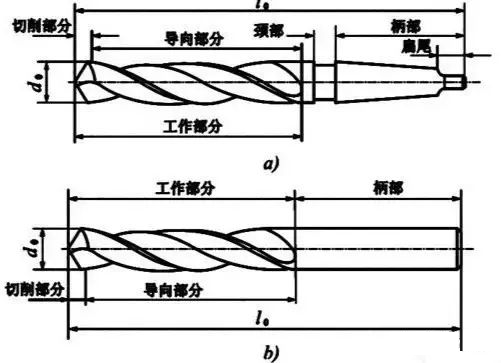
二,常用的钻孔刀具有:麻花钻、中心钻、深孔钻等,其中最常用的是麻花钻,其直径规格为φ 0.1~80mm。标准麻花钻的结构,其柄部是钻头的夹持部分,并用来传递扭矩;钻头柄部有直柄与锥柄两种,前者用于小直径钻头,后者用于大直径钻头。
三,标准麻花钻的结构
a)锥柄 b)直柄
由于构造上的限制,钻头的弯曲刚度和扭转刚度均较低,加之定心性不好,钻孔加工的精度较低,一般只能达到IT13~IT11;表面粗糙度也较大,Ra一般为50~12.5μm;但钻孔的金属切除率大,切削效率高。
钻孔主要用于加工质量要求不高的孔,例如螺栓孔、螺纹底孔、油孔等。对于加工精度和表面质量要求较高的孔,则应在后续加工中通过扩孔、铰孔、镗孔或磨孔来达到。