EN| 收藏夹 mingte@dgmtwj.cn 在线留言 网站地图 您好,欢迎光临东莞市明特五金机械有限公司!
东莞市明特五金机械有限公司 近20年专业精密机械零部件制造
13380165063

13380165063
联系人:林先生
手 机:133 8016 5063(微信同号)
电 话:0769-8838 8276
0769-8838 3617
邮 箱:mingte@dgmtwj.cn
地 址:东莞市道滘镇昌平新兴路1号
百代工业园二栋

扫码进入网店
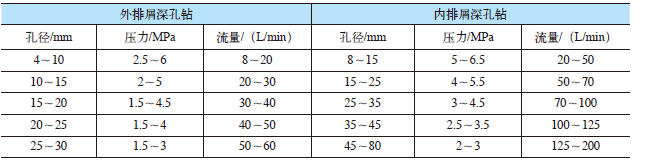
2、深孔加工切削液注意要点
3、使用深孔钻注意事项
