EN| 收藏夹 mingte@dgmtwj.cn 在线留言 网站地图 您好,欢迎光临东莞市明特五金机械有限公司!
东莞市明特五金机械有限公司 近20年专业精密机械零部件制造
13380165063

13380165063
联系人:林先生
手 机:133 8016 5063(微信同号)
电 话:0769-8838 8276
0769-8838 3617
邮 箱:mingte@dgmtwj.cn
地 址:东莞市道滘镇昌平新兴路1号
百代工业园二栋

扫码进入网店
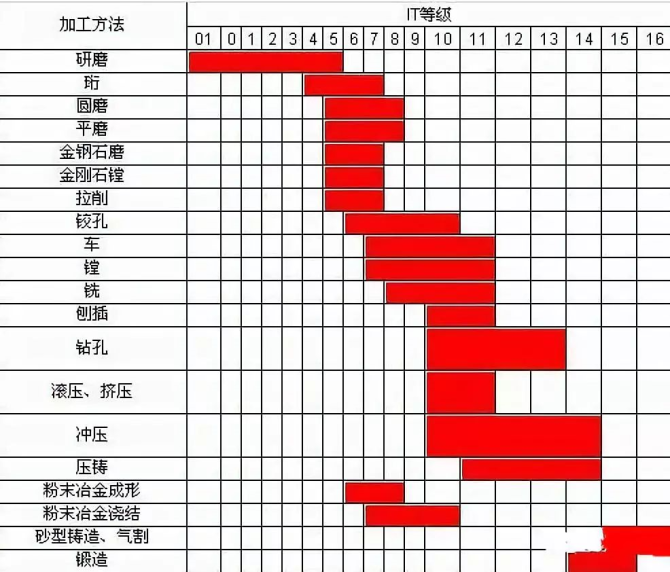
我们天天与机加工打交道,你知道车、铣、刨、磨、钻、镗分别能达到什么样的精度公差等级吗?
公差等级是指确定尺寸精确程度的等级,国标规定分为20个等级,从IT01、IT0、IT1、IT2~IT18, 数字越大,公差等级(加工精度)越低,尺寸允许的变动范围(公差数值)越大,加工难度越小。
各类产品零部件按功用的不同,需要达到的加工精度不同,选择的加工形式和加工工艺也不同。下面介绍车、铣、刨、磨、钻、镗等常见的几种加工形式所能达到的加工精度。
IT标准公差等级表(点击图片可以放大查看)
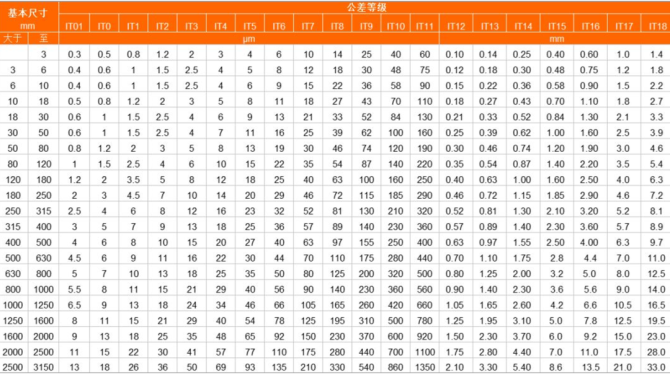
注:基本尺寸小于1mm时,无IT14至IT18
01
车削
工件旋转,车刀在平面内作直线或曲线移动的切削加工。车削一般在车床上进行,用以加工工件的内外圆柱面、端面、圆锥面、成形面和螺纹等。
车削加工精度一般为IT8~IT7,表面粗糙度为1.6~0.8μm。
1)粗车力求在不降低切速的条件下,采用大的切削深度和大进给量以提高车削效率,但加工精度只能达IT11,表面粗糙度为Rα20~10μm。
2)半精车和精车尽量采用高速而较小的进给量和切削深度,加工精度可达IT10~IT7,表面粗糙度为Rα10~0.16μm。
3)在高精度车床上用精细修研的金刚石车刀高速精车有色金属件,可使加工精度达到IT7~IT5,表面粗糙度为Rα0.04~0.01μm,这种车削称为"镜面车削"。
02
铣削
铣削是指使用旋转的多刃刀具切削工件,是高效率的加工方法。适于加工平面、沟槽、各种成形面(如花键、齿轮和螺纹)和模具的特殊形面等。按照铣削时主运动速度方向与工件进给方向的相同或相反,又分为顺铣和逆铣。
铣削的加工精度一般可达IT8~IT7,表面粗糙度为6.3~1.6μm。
1)粗铣时的加工精度IT11~IT13,表面粗糙度5~20μm。
2)半精铣时的加工精度IT8~IT11,表面粗糙度2.5~10μm。
3)精铣时的加工精度IT16~IT8,表面粗糙度0.63~5μm。
03
刨削
刨削加工是用刨刀对工件作水平相对直线往复运动的切削加工方法,主要用于零件的外形加工。
刨削加工精度一般可达IT9~IT7,表面粗糙度为Ra6.3~1.6μm。
1)粗刨加工精度可达IT12~IT11,表面粗糙度为25~12.5μm。
2)半精刨加工精度可达IT10~IT9,表面粗糙度为6.2~3.2μm。
3)精刨加工精度可达IT8~IT7,表面粗糙度为3.2~1.6μm。
04
磨削
磨削是指用磨料,磨具切除工件上多余材料的加工方法,属于精加工在机械制造行业中应用比较广泛。
磨削通常用于半精加工和精加工,精度可达IT8~IT5甚至更高,表面粗糙度一般磨削为1.25~0.16μm。
1)精密磨削表面粗糙度为0.16~0.04μm。
2)超精密磨削表面粗糙度为0.04~0.01μm。
3)镜面磨削表面粗糙度可达0.01μm以下。
05
钻削
钻削是孔加工的一种基本方法,钻孔经常在钻床和车床上进行,也可以在镗床或铣床上进行。
钻削的加工精度较低,一般只能达到IT10,表面粗糙度一般为12.5~6.3μm,在钻削后常常采用扩孔和铰孔来进行半精加工和精加工。
06
镗削
镗削是一种用刀具扩大孔或其它圆形轮廓的内径切削工艺,其应用范围一般从半粗加工到精加工,所用刀具通常为单刃镗刀(称为镗杆)。
1)对钢铁材料的镗孔精度一般可达IT9~IT7,表面粗糙度为2.5~0.16μm。
2)精密镗削的加工精度能达到IT7~IT6,表面粗糙度为0.63~0.08μm。
下面这个表更直观哦!